Прим. ред.: Данное руководство было написано британцем Andy Brown-Searle после выхода шасси JK X32 в 2007 году. В России в классе Production 32 в большинстве случаев применяется шасси JK 1/32 Cheetah 11, состоящее из трех элементов. Принципы сборки этих шасси аналогичны.

Мы перевели данное руководство «как есть». Некоторые методы могут быть запрещены правилами соревнований, в которых вы собираетесь участвовать.
Сборка шасси JK X32
JK X32 — самая инновационная дизайнерская разработка из серийных трассовых моделей в масштабе 1/32 для европейских гонок за многие годы. Тщательная сборка и хорошее знание конструкции шасси — это ключ к успеху в сборке этого великолепного шасси. Данное руководство призвано помочь вам создать чемпионскую модель. Как и в случае со всеми новыми продуктами, это не полное руководство, поскольку, несомненно, при использовании этого шасси со временем появятся другие настройки и рекомендации по ускорению. Пожалуйста, не стесняйтесь обращаться к нам с любыми идеями, которые могут у вас возникнуть, чтобы мы могли обновить это руководство на благо других гонщиков.
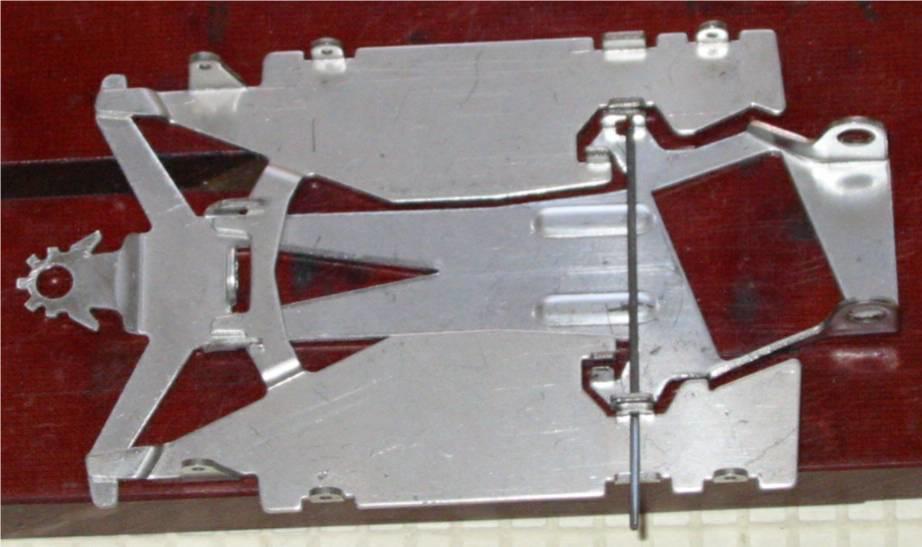
1) Измерьте заднюю часть внешней секции и убедитесь, что она не превышает допустимую ширину (максимум 64 мм). Для регулировки аккуратно сожмите или раздвиньте ее заднюю часть.

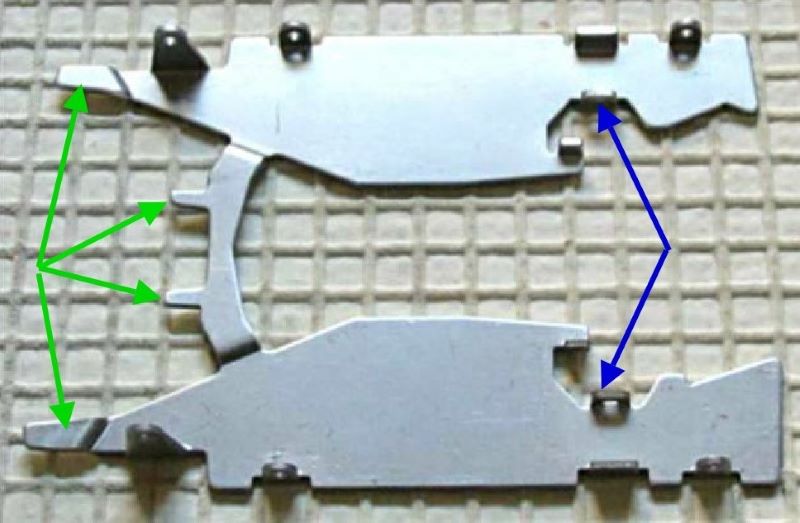
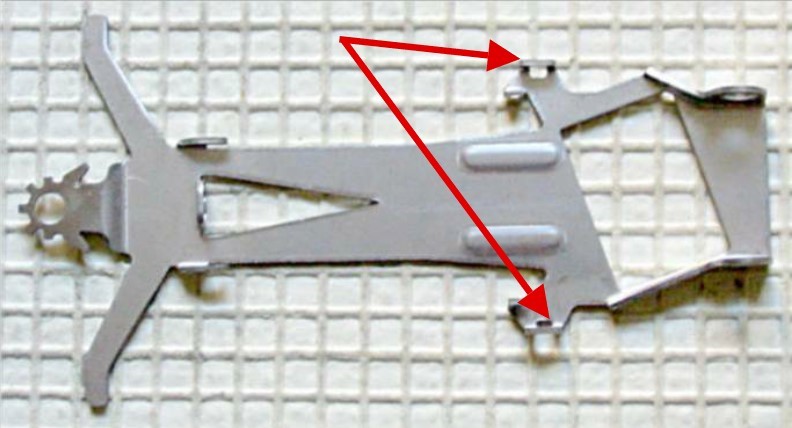
2) Убедитесь, что вертикали (отмечены синей и красной стрелками) вертикальны. Отрегулируйте в случае необходимости.
3) Удалите все заусенцы с контактных поверхностей и убедитесь, что передняя нижняя часть шасси гладкая (чтобы шасси не «закапывалось» в поворотах).
4) Перед сборкой двух частей убедитесь, что внешняя секция, а также центральная часть — плоские. Расположите центральную секцию шасси на стапеле и сделайте эту часть шасси немного вогнутой, чтобы перед вырезом для двигателя был виден небольшой просвет. Сделайте переднюю часть центральной секции немного выпуклой, чтобы внешние края рогов касались стапеля, а в центре шасси за пластиной токосъемника остался зазор около 0,5 мм. Также лучше всего, чтобы пластина токосъемника смотрела вверх примерно на 2 градуса, как показано на фотографии ниже.

5) Временно соедините две секции шасси вместе (это можно сделать с помощью куска рояльной проволоки толщиной 0,047 дюйма и уменьшенной длиной примерно 46 мм для упрощения сборки для проверки). Убедитесь, что внешняя секция расположена на правильном уровне, параллельно центральной секции. Если внешняя секция расположена немного ниже центральной, это можно отрегулировать, отогнув ограничители на внешней секции наружу (отмечены синим на фотографии выше). Теперь, если вы считаете, что вам нужно уменьшить боковой люфт в задней части шасси (максимум 0,5 мм), то его можно отрегулировать, слегка сжав внешнюю секцию к центру перед окончательной сборкой. Убедитесь, что внешняя секция плавно движется вперед и назад.
6) Подъем задней части внешней секции можно отрегулировать, слегка согнув фиксаторы спереди, расположенные над рогами центральной секции (они отмечены зеленым на фото выше), а также на центральном соединении, загнув вверх для увеличения подъема или вниз для уменьшения.
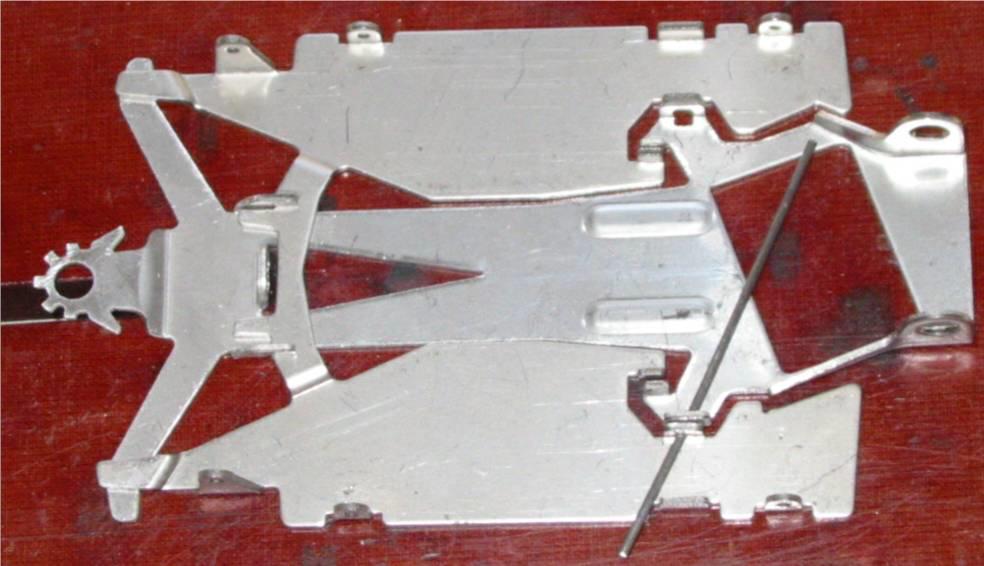
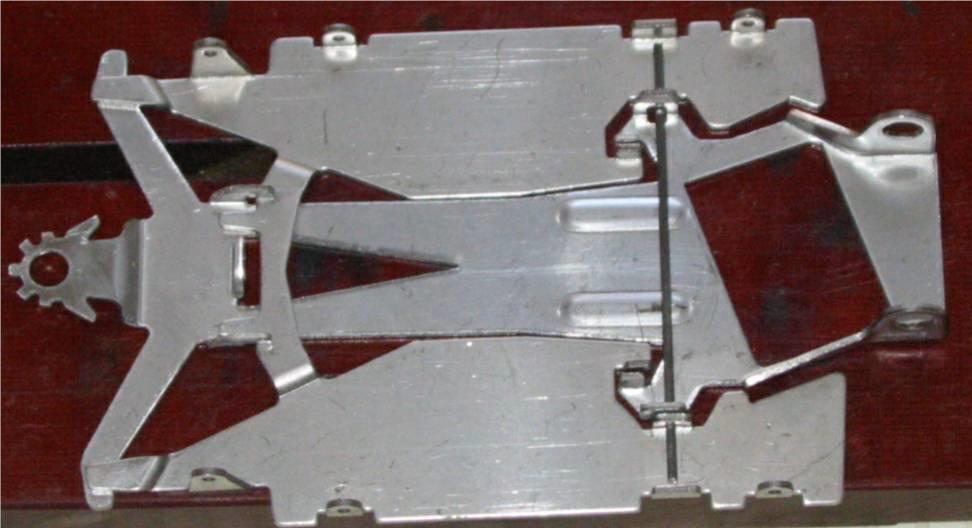
Когда вы будете довольны настройкой внешней и центральной секций, пришло время правильно соединить две части вместе. Это действительно легко, если вы посмотрите следующие 3 фотографии:
1) Используя оригинальный торсион или заменив его рояльной проволокой длиной 58 мм и толщиной 0,047 дюйма, вставьте торсион, как показано на рисунке.
2) Проведите свободным концом торсиона через левый упор, как показано на рисунке.
3) Совместите отверстия на противоположной стороне и вставьте торсион до конца.
Теперь у вас должно быть идеальное шасси.
Торсион можно снимать и заменять столько раз, сколько потребуется, если необходимы дальнейшие регулировки, а благодаря конструкции шасси нет необходимости, чтобы торсион был абсолютно прямым для обеспечения правильной работы.
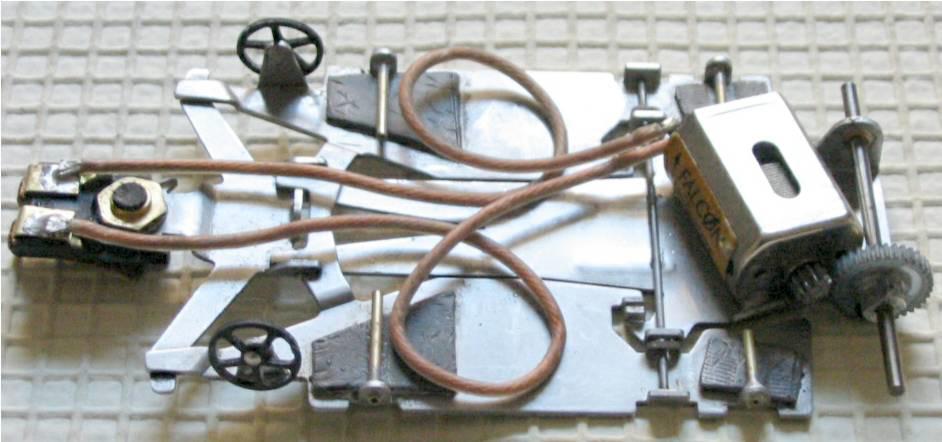
Финальная сборка.
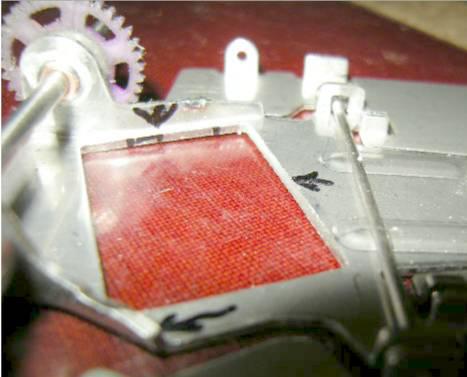
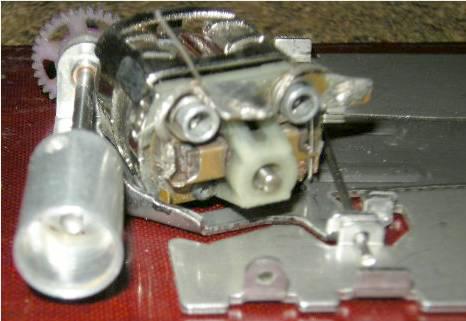
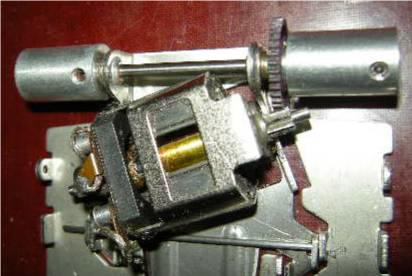
Вы обнаружите, что шасси, хотя и изготовлено из нержавеющей стали, легко паяется. В зависимости от ваших правил вам может потребоваться использовать цельную ось передних колес или, в качестве альтернативы, просто использовать штифт с каждой стороны, как на фото ниже. В зависимости от ваших предпочтений вы можете использовать или нет фиксатор провода, предусмотренный на шасси. Обязательно используйте приспособления для установки втулок задней оси, так как отверстия под втулки имеют диаметр 5 мм (для тех, кто хочет использовать оси 2 мм), поэтому стандартная втулка диаметром 3/16 дюйма будет располагаться свободно. В зависимости от выбора передачи установите высоту задней оси от 15 мм до 15,5 мм. Передача на модели ниже — 11/35. Эти фотографии были сделаны после того, как эта модель заняла третье место в гонке на выносливость Southern 32 Group 12. Трасса имела довольно высокий уровень сцепления и, следовательно, модель требовала установки свинца. Имейте в виду, что X32 — очень легкое шасси по сравнению с другими, и ему требуется дополнительный груз для скольжения в повороте на трассах с сильным зацепом.

Далее следует подробная информация о настройке этого шасси для соответствия правилам «Super Production» британской ассоциации BSCRA с использованием двигателей Wasp и Hornet.
Super Production. Разрешенные BSCRA модификации
Для облегчения установки на шасси JK X32 двигателей серии Super Production был одобрен ряд модификаций моторного отсека. Это позволит установить двигатели типа Wasp и Hornet.
- Для использования шасси JK X32 в классе Super Production:
Для облегчения установки двигателей Wasp/Hornet для Super Production можно удалить небольшое количество материала следующим образом:- Передний и задний края моторного отсека могут быть скошены, чтобы соответствовать боковому профилю корпуса двигателя/крышки, при условии, что нижний край отсека не выступает вперед или назад.
- Можно удалить небольшое количество материала с нижнего фланца правого заднего держателя подшипника заднего моста, чтобы оставить место для фиксатора щеточной пружины.
- Левый край моторного отсека, если смотреть вперед сверху, где устанавливается корпус двигателя, можно слегка подрезать, чтобы обеспечить возможность установки статора ровно и увеличить зазор у щеточного механизма с другой стороны.
- С щеткодержателей двигателя и пружин может быть удалено небольшое количество материала, чтобы обеспечить зазор до шасси. Модифицированные таким образом двигатели могут быть использованы на других шасси.
- Во избежание сомнений, шасси с этими небольшими модификациями также может использоваться с установленным двигателем Falcon в классе Production (т.е. нет необходимости покупать еще одно шасси только для участия в гонке с двигателем Falcon).
- Использование шасси JK X32 для классов Production или Super Production в соответствии с правилами BSCRA:
В этих классах применяется правило ширины 64 мм. Из-за технологии изготовления шасси может поставляться со слегка раздвинутой задней частью, что превышает ограничение в 64 мм. Для устранения этой проблемы разрешены только следующие методы (одно или несколько):- Снимите внешнюю секцию, сожмите ее внутрь, чтобы она соответствовала пределу ширины 64 мм, удалите заусенцы с боковых упоров на внешней и центральной секции и исправьте их изгибы до 90 градусов, затем установите внешнюю секцию на место.
- Можно удалить материал с краев внешней секции, чтобы привести шасси в пределы ширины. Удаление материала должно производиться только с горизонтальных плоских кромок, фланцы крепления кузова не должны быть модифицированы.
- Использование шасси JK X32, CMG и других в соответствии с правилами BSCRA:
Шасси JK X32 и CMG для класса Production изготовлены из прочного стального материала. Производственные процессы подразумевают, что некоторые детали поставляются с довольно острыми краями. Чтобы свести к минимуму риски травмирования маршалов и повреждения трасс, допускается зачищать эти кромки. Это не должно приводить к чрезмерному удалению материала, и любой такой радиус кромки не должен превышать 25% толщины листового материала. Такое же удаление заусенцев можно выполнить и на других серийных шасси. - C Can двигатели в классе Production:
Принято (и уже давно так), что винты крепления крышки могут быть заменены на винты другого типа или не использоваться вовсе, если не происходит существенного изменения производительности. Это часто делается, чтобы спасти изношенные отверстия или обеспечить необходимый зазор к шасси. Допускается следующее:- «Шпильки» можно заменить винтами (применимо к старым двигателям Mura).
- Винты крепления могут быть изготовлены из любого материала, с любой резьбой и профилем головки.
- Отверстия могут быть увеличены или утоплены настолько, чтобы вместить винт.



Автор: Andy Brown-Searle / Источник
Перевод: Андрей Колегов